.電池極板毛胚全自動生產線設計要求:
1.1.本設備是以鎳氫,鐵鎳電池極板毛胚生產線工藝設計要求為基礎,基于工業4.0設計制造電池極板毛胚智能化全自動生產線,該生產線包括:真空攪拌機,周轉桶,自動漿料輸送機,拉漿機,輥壓機,自動在線測厚機,沖切機,極片自動檢測機,廢料自動收卷機。
1.2.工藝流程:

1.3.極板毛坯生產線產能、工藝參數:極板生產速度≤0-3m/min可調,極板厚度0.1~0.9mm可調;適用鋼帶:0.1×400×L;輥壓后厚度為0.4-0.8mm. 精度±0.01mm;漿料粘度為20~65Pa.s,需要特別注意的是:漿料中含有短纖維,纖維長度1~3mm范圍內;設備工作加熱溫度:室溫~300℃可調,表顯溫度與實際誤差不大于1%;需要剪切的極片寬度在40~150mm;掛漿寬度50~380mm可調,掛漿方式可采用最新工藝,但應充分考慮漿料的回收和利用。
1.4.極板毛胚生產線性能要求:正常生產情況下達到1.3.條的要求;鋼帶放卷機構、烘烤機構、刮漿機構,糾偏機構、輥壓機,沖切機構,檢驗機構要求穩定可靠、操作簡便;所有運動部位要有合理、可靠、方便操作的潤滑機構。
1.5.極板毛胚生產線設備組成
序號 | 工序名稱 | 設備名稱 | 設備能力 | 數量(臺) | 備注 |
1 | 粉料稱重 | 電子秤 |
| 1 | 掃碼儀 |
2 | 攪拌 | 真空攪拌機 | 300L | 1 | 周轉桶2個 |
3 | 拉漿 | 極板自動拉漿機 | ≤2m/min可調 | 1 | 高度5.5m |
4 | 輥壓 | 輥壓機 | ≤2m/min可調 | 1 |
|
5 | 緩存 | 緩存機 | ≤2m/min可調 | 2 |
|
6 | 測厚 | 激光測厚儀 | ≤20m/min可調 | 1 |
|
7 | 沖切 | 自動沖切機 | 20片/分鐘 | 1 |
|
7 | 檢測 | 極片自動檢測機 | 20片/分鐘 | 1 |
|
9 | 收廢料 | 廢料收卷機 | ≤2m/min可調 | 1 |
|
1.6.極板拉漿尺寸圖

規格 | 尺寸A | 尺寸B | 尺寸C | 鋼帶厚度 | 涂層厚度 |
1 | 31mm | 200 | 23.5mm | 0.1mm | 0.35mm |
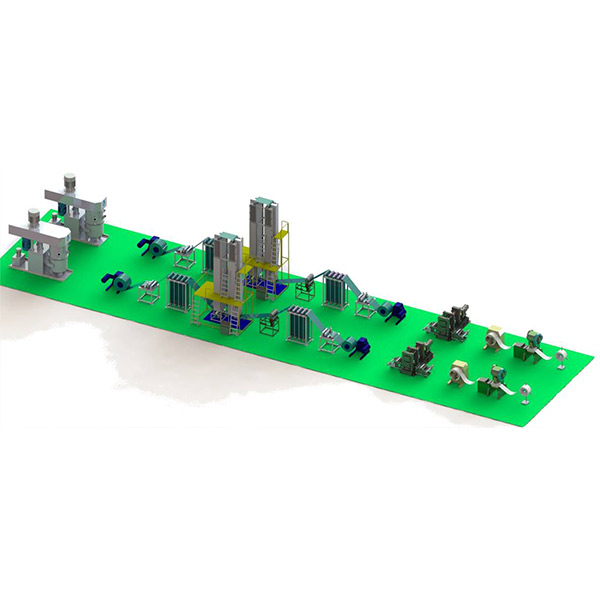
1.7設備示意圖

2. 電池極板毛胚全自動生產線主要設備:
2.1,粉料掃碼稱重機
2.1.1,設計要求
2.1.1.1,電子秤帶數據接口,可遠程讀取數據。稱重范圍100kg,精度10g.
型號 | TC60KA | TC100KA | TC150KA | TC300KA |
最大稱量 | 60kg | 100kg | 150kg | 300kg |
分辨率(d) | 5g | 10g | 20g | 50g |
檢定分度值(e) | 10d | 10d | 10d | 10d |
去皮范圍 | 0~60kg | 0~100kg | 0~150kg | 0~300kg |
校準重量 | 50kg | 100kg | 100kg | 200kg |
秤臺尺寸 | 510×410mm |
體積 | 510(長)×410(寬)×950(高)mm |
供電 | AC220V±10% 50Hz±1Hz DC6V/4Ah/20HR 充電電池 |
使用溫度 | 0~40℃ |
使用濕度 | ≤80% RH |
串口 | RS232 |
2.1.1.2,條碼讀取器
普燃PR-2900高精度激光條碼掃描器 |

| 特征: ·全部自主知識產權(獲多項國家專利) ·CPU采用32位ARM微處理器,解碼、糾錯能力超強 ·手動觸發/連續掃描/自動感應
·極其舒適的操作手感 ·豐富的解碼種類
·按鍵壽命高達5000萬次
·工業級防震防摔設計,可承受連續5次3米自由落體跌落試驗
·可設定前綴和后綴碼 ·支持USB、PS2、RS232三種數據接口 ·支持超過20個不同國家的鍵盤輸出 ·通過FCC、CE、RoHS認證 ·支持在線更新、遠程設置 ·通過靜電15KV空氣放電和8KV接觸放電要求測試 |
性能參數 |
光源類型 | 可視激光二極管,波長650nm |
掃描模式 | 單線掃描 |
解碼速度 | 每秒200±2次 |
掃描精度 | 3mil(0.076mm) |
掃描寬度 | 30mm﹫掃描器窗口, 220mm﹫200mm |
掃描景深 | 0-280mm(0.33mm.PCS 90%) |
轉角 | ±40° |
仰角 | ±65° |
偏角 | ±60° |
解碼能力 | EAN-8,EAN-13,UPC-A,UPC-E,Code 39,Code 93,Code 128,EAN128,Codaber,Industoal 2 of 5,Interleave 2 of 5,Matrix 2 of 5,MSI,中國郵政碼等,符合國際國內通用一維條形碼標準。 |
支持接口 | RS232,PS2鍵盤,USB等接口,支持HID,SPP協議。 |
印刷對比度 | 最低20%的反射差 |
誤 碼 率 | 1/500萬 |
提式方式 | 蜂鳴器,指示燈 |
掃描方式 | 手動觸發/連續掃描/自動感應 |
物理參數 |
外形尺寸 | 長×寬×高:95mm×70mm×160mm |
重量 | 128g(不含支架) |
材質 | 阻燃材料 |
電纜標準 | 直線:2m |
電學參數 |
電壓 | 5V |
工作電流 | 85mA |
靜態電流 | 36mA |
激光安全性 | 符合國家一級激光安全標準 |
電磁兼容性 | CE & FCC DOC compliance |
環境參數 |
工作溫度 | -20℃-50℃ |
儲存溫度 | -40℃-60℃ |
濕度 | 相對濕度5%-95%(無凝結) |
環境亮度 | 3000-8000lux(日光) |
抗震性能力 | 可承受2m自由落體 |
工業封裝等級 | IP52 |
2.2,真空攪拌機

2.2.1、設備主要技術參數:
2.2.1.1、攪拌形式:
2.2.1.1.1 行星式攪拌。公轉33rpm(max) 50Hz變頻調速。
2.2.1.1.2 螺旋式攪拌拐2個(不銹鋼制作),自轉70rpm(max) 可調。
2.2.1.1.3 高速分散頭2個(不銹鋼制作),自轉2000rpm(max) 50Hz變頻調速。
2.2.1.2、真空攪拌:
2.2..1.2.1 真空度 ≤-88KPa,數顯表顯示,兩路輸出。
2.2..1.2.2 真空泵抽氣速率15L/S。
2.2.1.2.3 附過濾罐1個。
2.2.1.3、攪拌桶:
2.2.1.3.1 料桶容積272L,有效容積200L (不銹鋼制作)。
2.2.1.3.2 桶壁和下端設水循環夾層。 (用戶自接循環水源,水壓≤0.2MPa)。
2.2.1.3.3 桶底端設置4個腳輪,可在機座導軌上拉出,便于裝料和清洗。
2.2.1.3.4配有溫度檢測顯示。
2.2.1.4、升降形式:
2.2.1.4.1 攪拌機構固定,攪拌桶機械式電動控制升降。
2.2.1.4.2 升降行程700mm(max)。
2.2.1.5、額定功率:共約36KW。
2.2.1.5.1 攪拌電機功率15KW 3Φ380V 50Hz(防爆電機)。
2.2.1.5.2 高速電機功率15KW 3Φ 380V 50Hz(防爆電機)。
2.2.1.5.3 真空泵電機功率2.2KW 3Φ380V 50Hz(防爆電機)。
2.2.1.5.4 升降電機功率3KW 3Φ 380V 50Hz(防爆電機)。
2.2.1.6、備有氣體加壓接口 氣壓<0.2MPa。
2.2.1.7、設觀察視窗1個和防爆觀察燈1個, 24V。
2.2.1.8、PLC控制,觸摸屏顯示、操作。
2.2.1.9、外形尺寸(長x寬x高):約3380x1500x2950(mm)(不含電器柜,真空泵等。)
2.2.1.10、重量:共約6t。
2.2.2、設備動力來源:
由需方提供。
水源:水壓≤0.2MPa。
電源:3Ф 380V 50Hz。
2.2.3、工作環境及安全要求:
需防塵 防潮。
2.2.4、設備表面處理及外觀要求:
結構件外露表面均作防銹處理,顏色執行供方標準或需方提供色標號。
2.2.5、試車方法及要求:
設備連續空運行4小時,一次負荷試車。
2.2.6、需方提供試車料規格和數量:
由需方提供試車及驗收所需的合格材料,試車料須滿足設備一次運行所需。
2.2.7、其它:
需方提供的試車用材料須和生產用料保證規格一致。
2.3.極板拉漿機
2.3.1,設計要求
2.3.1.1,極板拉漿機可實現鋼帶自動放卷,自動拉漿,刮漿板精密自動調節,恒溫自動烘烤(4或6個溫區),自動糾偏。
2.3.1.2,工藝參數:鋼帶寬度100-400mm,拉漿厚度:0.1-0.9mm.設備工作加熱溫度:室溫~300℃可調,表顯溫度與實際誤差不大于1%;。
2.3.1.3,漿料自動上料,采用高粘度泵輸送。漿料粘度為20~65Pa.s,需要特別注意的是:漿料中含有短纖維,纖維長度1~3mm范圍內;
2.3.1.4,系統自動讀取設備參數(各個溫區的溫度,走帶速度,拉漿厚度參數)。
2.3.2設備主要配置
序號 | 系統組成 | 系統配置 | 數量 |
1 | 放卷系統 | 放卷電機 | 1 |
張緊軸系統 | 1 |
2 | 緩存系統 | 緩存輥 | 6 |
加工件 | 1 |
氣缸 | 4 |
接料平臺 | 1 |
3 | 儲料盒 | 儲料盒 | 1 |
液位傳感器 | 2 |
閥門 | 2 |
4 | 拉漿系統 | 刮漿板 | 2 |
滾珠絲杠 | 2 |
直線導軌 | 4 |
過棍 | 1 |
5 | 烘烤系統 | 烘烤爐系統 | 1 |
溫度傳感器 | 12 |
溫度控制系統 | 12 |
6 | 糾偏系統 | 糾偏傳感器 | 1 |
伺服電機 | 1 |
滾珠絲杠 | 1 |
7 | 在線測厚系統 | 測厚儀 | 1 |
反饋系統 | 1 |
8 | 驅動系統 | 伺服電機 | 1 |
驅動輥系統 | 1 |
9 | 雙層維修平臺 | 維修平臺 | 1 |
2.3.3. 設備技術參數
機器規格 項 目 | ZLA01A |
拉漿寬度(mm) | 50-380mm |
拉漿速度(m/min) | ≤2m/min可調 |
總功率(kw) | AC380V,50HZ 85KW |
正常運行功率(kw) | AC380V,50HZ 70KW |
整機重量(T) | 3T |
烘烤溫度(°) | 常溫-300° |
2.3.4設備示意圖

2.3.5。設備主要部件
2.3.5.1.放卷系統:由電機,轉盤,接近開關等組成,結構簡單實用,三瓣支撐片可同時收放,通過接近開關可控制電機自動放卷。放卷最大直徑450mm.
2.3.5.2,儲料盒組件:人工將周轉桶推到上料位置,液壓系統自動將周轉桶升起,將接口對接,高粘度泵自動將漿料倒入到斜儲料斗中,液位傳感器檢測到位后,輸送泵停止,鋼帶穿過漿料。
2.3.5.3.精密刮漿系統:. 本機構主要由刮漿板機構,鋼帶整平機構,留白機構,底座等系統組成。
2.3.5.3.1刮漿板機構:該機構由刮漿板組成,刮漿板直線度0.005mm,。
2.3.5.3.2留白機構:該機構主要由刮漿板,壓板組成,根據需要,刮漿板尺寸23.5mm和31mm,兩種寬度尺寸。
2.3.5.3.3鋼帶整平機構:該機構安裝在刮漿板下面,對鋼帶整形,整平,保證鋼帶在刮漿時平整。
2.3.5.3.4底座,該機構主要由底座板和定位銷組成,定位銷定位,保證鋼帶在穿,裝,卸料時方便可靠,操作簡單。
2.3.5.4,烘干組件:由結構鋼,結構鋼板,硬質硅酸鋁纖維保溫料,發熱管,紅外裝置,溫控器,大輪等組成溫控區分數段,各段獨立溫控,從而保證質量。
2.3.5.5,糾偏組件:由伺服電機,絲桿機構,激光感應器和滾輪組成糾偏效果好,解
除了人工高空糾偏調節作業的危險。當激光感應器感應到鋼帶偏移后,伺服電機轉動,
絲桿帶動滾輪軸偏移,使其軸線與輪軸線平行,從而實現鋼帶平正進入組件,減少鋼
易在臨界溫度的變形。
2.3.5.7,漿料自動輸送系統:人工將周轉桶推入到自動升降車中,鎖緊卡扣,將周轉
桶固定,升降車升起,人工將料桶接頭和高粘度泵管道接口對接并鎖緊。漿料池中傳
感器檢測到漿料低于設定液位時,自動啟動高粘度泵,自動輸送,到達設定液位時,
傳感器感應,高粘度泵運轉自動將漿料輸送到漿料池中。
高粘度泵工作原理及結構
2.3.5.7.1高粘度泵工作原理: 高粘度泵具有內齒的驅動齒輪(外轉子)帶動內轉子在全封閉的泵體內作同向轉動,泵體和前蓋的月牙板使吸入口和排出口開。轉動時,在吸入口形成負壓,液體被吸入,轉子將液體帶到排出口,受壓排出泵體,完成液體的輸送。
2.3.5.7.2 高粘度泵結構:高粘度泵主要有內外轉子、軸、泵體、前蓋、托架、密封、軸承等組成,密封有機械密封和填料密封兩種形式,對于高溫、高粘度及腐蝕性較強的介質,選用填料密封。 高粘度泵輸送易結晶物料時,在前蓋和泵體上可設計帶有保溫夾套,工作時通蒸汽或者導熱油保溫融化。
2.3.5.7.3內嚙合高粘度泵主要特點:
2.3.5.7.3.1壓力、流量脈動小(輸出壓力:0~2.0MPa)
2.3.5.7.3.2自吸性能好(吸入壓力:真空-0.05~-0.08MPa)
2.3.5.7.3.3輸送介質粘度范圍大(1.0Cst-300000Cst)
2.3.5.7.3.4泵進出口可轉向,配管方便
2.3.5.7.3.5殼選配帶夾套殼體,實現泵體加熱保溫(≤250℃)
2.3.5.7.3.6可選用不銹鋼材質,以輸送腐蝕性介質
2.3.5.7.3.7可選用填料密封或機械密封

2.5.8,緩存系統:采用無動力緩存機構,當鋼帶用完需要換鋼帶時,緩存機構作用,人工進行更換,實現不間斷生產。

2.3.6.環境要求
請提供下記能源介質
2.3.6.1電源
2.3.6.1.1電壓 AC380V±10% 三相四線 瞬時變動《0.5s以下》1%以下
2.3.6.1.2頻率 50Hz±1Hz
2.3.6.2,.溫度: 5-35℃
保存溫度: 0-40℃
2.3.6.3濕度30-80% 但是應不結露。
2.3.6.4 現場無腐蝕性氣體、液體、爆炸性氣體
2.3.6.5 設備顏色要求:按甲方提供的色板或色號,電腦灰。
2.4.輥壓機
2.4.1.設備概述
本設備主要用于提高拉漿極板的精度,改善燒結極板表面的均勻和表面光潔度,極板厚度的公差能控制在±0.01mm,保證極板的質量.
2.4.2.生產工藝要求
2.4.2.1軋輥尺寸:Φ300X450mm,適用產品在0-400mm,厚度5mm。
2.4.2.2軋輥有效工作寬度:400mm.
2.4.2.3軋輥硬度:≥ HRC64 軋輥硬度層厚度:>12mm;表面鍍硬鉻,至少可修磨3次以上。
2.4.2.4軋輥精度:主動輥與從動輥的柱面跳動在0.005mm,兩輥軸線的平行度在0.006mm,產品精度在±0.02mm內。
2.4.2.5軋輥表面粗糙度:Ra=0.8。
2.4.2.6軋輥間隙調整量:0~2mm(無特殊要求配0~1mm千分表)。
2.4.2.7整機功率4KW,正常工作3KW。
2.4.2.8前后可獨立放置收放卷裝置(自動線不配此裝置)。
2.4.3.設備構成
序號 | 系統組成 | 系統配置 | 品牌或處理 | 數量 |
1 | 機架系統 | | | 1套 |
焊接骨架結構 | A3 | 1 |
基板 | (鋼板磷化黑) | 1 |
2 | 緩存系統 | | | 1套 |
緩存輥 | 6 | 緩存輥 |
加工件 | 1 | 加工件 |
氣缸 | 4 | 氣缸 |
接料平臺 | 1 | 接料平臺 |
3 | 對輥組件 | | | 1套 |
交流電機 | | 1 |
變頻器 | 普傳 | 1 |
主動輥 | | 1 |
從動輥 | | 1 |
3 | 數據收集系統 | | | 1套 |
測厚儀 | 基恩士/神視 | 1 |
壓力傳感器 | | 1 |
5 | 控制系統 | | | 1套 |
PLC | 歐姆龍 | 1 |
2.4.4.功能指標單元
本設備由放卷組件(可選)、對輥組件 、收卷組件(可選)、和電氣控制系統組成。設備整機如圖:整機長27500mm,寬1100mm,高1100mm。烤漆顏色為電腦白或按客戶指定(提供色板)。